
Wer möchte nicht einmal völlig losgelöst von jeglichen Limitationen ein Produkt entwicklen. Sie müssten sich keine Gedanken machen über die Herstellung, sondern könnten Ihren Fantasien freien Lauf lassen.
Neben all den schönen Versprechungen die über die additive Fertigung medial publiziert werden, gibt es doch einige Aspekte die beachtet werden sollten. Nachfolgend einen kleinen Einblick in unsere Richtlinien über das Design von additiv gefertigten Bauteilen, dabei wird klar in Metall und Kunststoff unterschieden.
Berücksichtigung der Pulverentfernung
Bei der Entwicklung von SLS und SLM Teilen muss bereits in der Konzeptphase auf die spätere Entfernung des Pulvers geachtet werden. Bei grossen Hohlräumen könne diese partiell auch Gitterstrukturen versehen werden. Damit kann trotzdem der Grossteil des Pulvers entnommen werden ohne das ein starker stabilitätsverlost entsteht.
Zu beachten ist, dass das Kunststoffpulver an kaum zugänglichen Stellen aufwändiger zu entfernen ist als das metallische Pulver.
Reduzierung von Verzug
Wie aus dem Spritzguss bekannt, ist auch die additive Fertigung, vor allem mit Kunststoffen, vom Verzug betroffen. Die thermisch ausgelöste Gefügeveränderung, verursacht während der Abkühlphase interne Spannungen, was zu Verzug führen kann. Um dies so gut wie möglich zu verhindern sollten die folgenden Punkte beachtet werden:
- konstante Wandstärken
- fliessende Übergange
- Verstärkungsrippen
- Materialanhäufungen vermeiden
Die metallischen Bauteile profitieren von diesen Grundsätzen ebenfalls. Da die Wärmeleitung bei den Metallen höher liegt, sind die lokalen Temperaturspitzen geringer und daher der Verzug kleiner. Dieser Fakt reduziert die Chance auf Verzug.
Wanddicke
Die minimale Auflösung der Wanddicke ist abhängig von der Baurichtung. So kann in XY-Ebene eine gerinegere Wandstärke abgebildet werden als in der Z-Ebene. Die konkreten Werte sind sehr abhängig vom Maschinenhersteller und Typ. Metallische Bauteile erreichen in der Z-Ebene meist eine höhere Auflösung als kunststoff Teile. Spezifische Werte geben wir gerne auf Anfrage bekannt.
Support
Hier spielt sich einer der grössten Vorteile der SLS Technologie aus. Die Kunststoff Bauteile können ohne jegliche Stützstrukturen gefertigt werden, egal welche Formen Ihr Produkt beinhaltet.
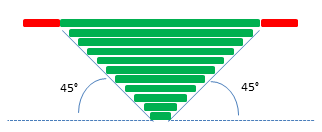
Bei den metallischen Kompoenten sind die Supports einer der entscheidenden Faktoren für die wirtschaftlichkeit eines Bauteils, daher muss das Verständniss über den SLM Prozess vorhanden sein. Als Faustregel gilt, die Grafik. Dabei sollten nur Teile entwickelt werden, welche innerhalb der 45° liegen, wie in der Grafik grün gezeigt. Sobald gewisse Bereiche parallel resp. kleiner als 45° sind, werden Supportstrukturen benötigt um zufriedenstellende Resultate zu erreichen. Da die Nachbearbeitung des Supports einen deutlich erhöhten Aufwand bedeutet, ist doppelt darauf zu achten.
Sie möchten unsere komplette Richtlinie über das Design für additive Fertigun erhalten? Am besten nehmen Sie gleich hier Kontak mit uns auf.
Wie die Wirtschaftlichkeit durch gezieltes Design weiter erhöht werden kann, erfahren Sie von uns an folgenden Veranstaltungen:
Kommentar schreiben